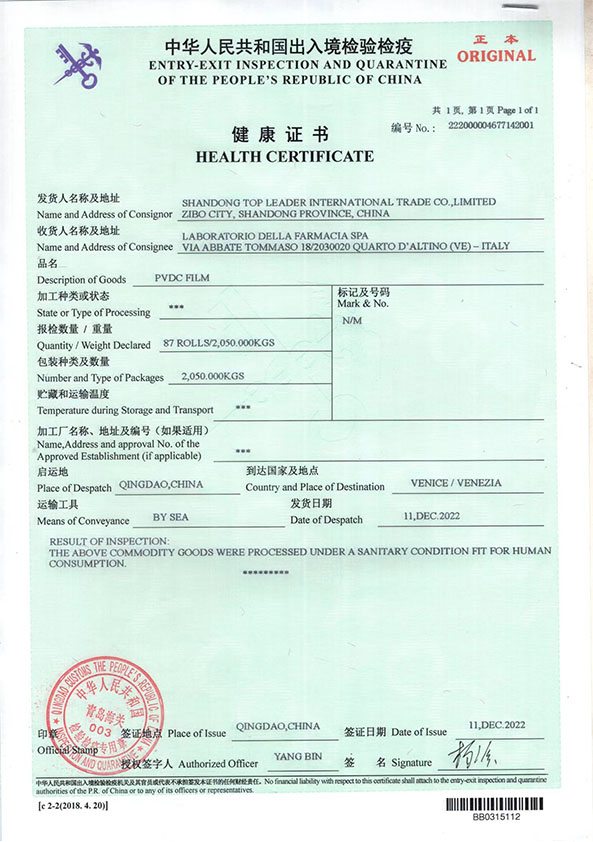








0092Application du film PVC argenté et de la feuille d'aluminium dans les emballages sous blister pharmaceutiques
Matériau : ROULEAU DE PVC
Épaisseur 0,45-0,018 mm - personnalisation
Taille : 80MM/130MM/Personnalisation
QUALITÉ : film de qualité pharmaceutique
couleur : personnalisation blanc/argent
Lieu : Chine
Utilisation : pharmaceutique, aliments séchés
- TOPLEADER
- Chine
- 15 JOURS OUVRABLES
- 5000T/M
- information
- vidéo
- télécharger
L'utilisation de films PVC argentés et de feuilles d'aluminium dans les emballages sous blister pharmaceutiques
I. Introduction au conditionnement sous blister pharmaceutique
Dans l'industrie pharmaceutique moderne, l'emballage joue un rôle essentiel dans la préservation de l'intégrité et de l'efficacité des médicaments. L'emballage sous blister pharmaceutique est devenu l'une des formes d'emballage de médicaments les plus répandues et les plus fiables. Il fournit non seulement une barrière physique contre les contaminants externes tels que l'humidité, la lumière et l'air, mais offre également une commodité de dosage et de stockage.

Les deux matériaux les plus couramment utilisés dans les emballages sous blister pharmaceutiques sont le film PVC argenté et la feuille d'aluminium, chacun possédant des propriétés uniques qui contribuent à la fonctionnalité et à l'efficacité globales de l'emballage. Cet article examine les caractéristiques, les applications, les avantages et les considérations associés à l'utilisation du film PVC argenté et de la feuille d'aluminium dans les emballages sous blister pharmaceutiques.
II. Caractéristiques du film PVC argenté
II.1. Composition et propriétés de base du matériau
Le film PVC argenté est principalement composé de chlorure de polyvinyle (PVC), un polymère synthétique obtenu par polymérisation de monomères de chlorure de vinyle. Les principaux composants chimiques comprennent les atomes de carbone, d'hydrogène et de chlore. Les résines PVC fournissent la structure de base et divers additifs sont incorporés au cours du processus de fabrication. Ces additifs peuvent améliorer des propriétés spécifiques telles que la flexibilité, la stabilité et la coloration.

Le film PVC argenté présente une certaine transparence, ce qui permet dans une certaine mesure une inspection visuelle des produits pharmaceutiques emballés. Il possède une bonne flexibilité, ce qui lui permet d'être facilement façonné en différentes formes pendant le processus de conditionnement sous blister. Cette flexibilité est essentielle pour s'adapter à différentes formes et tailles de médicaments. En termes de durabilité, il peut résister à des conditions normales de manipulation et de stockage sans déformation ni dommage significatif. Cependant, sa durabilité peut être affectée par des facteurs tels que la température, l'humidité et l'exposition à certains produits chimiques.
La transparence du film PVC argenté permet d'identifier rapidement le médicament contenu dans l'emballage, ce qui est pratique pour les patients et les prestataires de soins de santé. Sa flexibilité permet de produire efficacement des alvéoles de forme et de taille précises, garantissant un ajustement parfait des médicaments. La durabilité garantit que l'emballage reste intact pendant le transport et le stockage, protégeant ainsi les médicaments des dommages physiques.
II.2. Avantages du conditionnement sous blister pharmaceutique
L'un des principaux avantages du film PVC argenté dans les emballages sous blister pharmaceutiques est son excellente formabilité. Il peut être thermoformé dans une grande variété de modèles de cavités de blister pour s'adapter à différentes formes de médicaments, telles que les comprimés, les gélules et les pastilles. Cette polyvalence de mise en forme permet un conditionnement efficace de divers médicaments, maximisant l'utilisation de l'espace disponible et réduisant les déchets.
Le film PVC argenté offre également une résistance relativement bonne aux chocs. Lors de la manipulation, du transport et même des chutes accidentelles, il peut absorber et dissiper l'énergie, protégeant ainsi les médicaments contre la casse ou les dommages. Cette résistance aux chocs est essentielle pour maintenir l'intégrité des produits pharmaceutiques et garantir leur efficacité.
Le rapport coût-efficacité est un autre aspect attrayant du film PVC argenté. Comparé à certains matériaux d'emballage alternatifs, il est plus abordable, ce qui est un facteur important pour les fabricants de produits pharmaceutiques, en particulier lorsqu'ils doivent produire de gros volumes. Son coût plus faible sans sacrifier les fonctions d'emballage de base en fait un choix populaire pour de nombreux produits pharmaceutiques.
Par exemple, dans l'emballage de médicaments courants en vente libre, la formabilité du film PVC argenté permet de créer des blisters pouvant contenir des comprimés de différentes formes et tailles. La résistance aux chocs garantit que les comprimés restent intacts même si l'emballage est mal manipulé pendant le transport ou dans un environnement de vente au détail. La rentabilité de l'utilisation du film PVC argenté permet de maîtriser le coût global de production de ces médicaments, les rendant ainsi plus accessibles aux consommateurs.
II.3. Inconvénients et limites
Malgré ses avantages, le film PVC argenté présente certains inconvénients et limites. Dans certaines conditions, comme des températures élevées ou une exposition prolongée à certaines substances, il peut libérer des substances nocives. Par exemple, lorsqu'il est chauffé au-delà de la plage de température recommandée, il peut potentiellement émettre des composés à base de chlore, ce qui pourrait présenter un risque pour la qualité et la sécurité des médicaments emballés.

Sa résistance à certains produits chimiques est relativement faible. Dans un environnement de stockage où il y a des acides forts, des alcalis ou des solvants, le film PVC peut subir des réactions chimiques qui pourraient compromettre son intégrité et ses propriétés de barrière. Au cours des processus de stérilisation, si des méthodes de stérilisation inappropriées sont utilisées, le film peut également être affecté, entraînant une réduction de ses performances.
Les propriétés barrières du film PVC argenté, notamment sa capacité à empêcher la pénétration de l'humidité et de l'oxygène, sont limitées par rapport à d'autres matériaux d'emballage. Au fil du temps, ces performances barrières limitées peuvent affecter la stabilité à long terme de certains médicaments, en particulier ceux qui sont sensibles à l'humidité ou à l'oxydation. Par exemple, les médicaments aux propriétés hygroscopiques peuvent absorber l'humidité à travers le film PVC, ce qui entraîne une dégradation ou une perte d'efficacité.
En conclusion, bien que le film PVC argenté offre plusieurs avantages dans le conditionnement sous blister pharmaceutique, ses limites doivent également être soigneusement prises en compte. Les fabricants de produits pharmaceutiques doivent évaluer les exigences spécifiques de chaque produit pharmaceutique et l'environnement d'emballage global pour déterminer si le film PVC argenté est le choix le plus approprié ou si des mesures supplémentaires doivent être prises pour atténuer ses inconvénients.
III. Caractéristiques de la feuille d'aluminium
III.1. Caractéristiques et composition des matériaux
L'aluminium est un métal léger dont la densité est d'environ 2,7 g/cm³. Sa structure cristalline cubique à faces centrées lui confère une bonne ductilité et une bonne malléabilité. L'aluminium pur est relativement mou, c'est pourquoi, dans la production de feuilles d'aluminium destinées aux emballages pharmaceutiques, certains éléments d'alliage sont souvent ajoutés pour améliorer sa résistance et d'autres propriétés. L'alliage le plus couramment utilisé est l'alliage d'aluminium 8011, qui contient des éléments tels que le fer et le silicium. Ces éléments d'alliage peuvent améliorer la dureté et la résistance à la traction de la feuille d'aluminium tout en maintenant sa bonne formabilité.
Le processus de production de la feuille d'aluminium comprend plusieurs étapes de laminage. Tout d'abord, les lingots d'aluminium sont chauffés et laminés en feuilles épaisses, puis, grâce au laminage à froid continu, l'épaisseur est progressivement réduite au niveau requis, généralement compris entre 0,02 mm et 0,03 mm pour les emballages pharmaceutiques. Au cours de ce processus, la surface de la feuille d'aluminium devient lisse, présentant un éclat métallique unique. Cette surface lisse est non seulement esthétique, mais également bénéfique pour les opérations d'impression et de revêtement ultérieures.
La pureté des feuilles d'aluminium utilisées dans les produits pharmaceutiques est généralement élevée, généralement supérieure à 99 %. Une grande pureté garantit que la feuille d'aluminium a une bonne stabilité chimique et ne libère pas de substances nocives qui pourraient contaminer les médicaments. La composition de l'alliage est soigneusement contrôlée pour répondre aux exigences spécifiques des emballages pharmaceutiques, telles que la garantie d'une résistance mécanique et de propriétés barrières appropriées.
III.2. Supériorités dans le conditionnement sous blister pharmaceutique
L'une des caractéristiques les plus remarquables de la feuille d'aluminium est son excellente capacité de blocage de la lumière. Elle peut bloquer presque complètement la lumière ultraviolette, visible et infrarouge, protégeant ainsi efficacement les médicaments sensibles à la lumière de la dégradation causée par l'exposition à la lumière. Par exemple, de nombreux antibiotiques, vitamines et certaines hormones sont sensibles à la lumière. Lorsqu'ils sont emballés dans une feuille d'aluminium, la stabilité chimique du médicament est considérablement améliorée, ce qui permet de conserver sa puissance et sa qualité sur une période plus longue.
La feuille d'aluminium présente également des propriétés barrières exceptionnelles contre les gaz tels que l'oxygène et l'humidité. La très faible perméabilité de la feuille d'aluminium à ces gaz empêche la pénétration de l'oxygène et de l'humidité, qui sont des facteurs courants contribuant à la dégradation des médicaments. Cela est crucial pour les médicaments sujets à l'oxydation ou à l'hydrolyse, tels que certains médicaments cardiovasculaires et certaines préparations de médecine traditionnelle chinoise. En maintenant un environnement à faible teneur en oxygène et en humidité à l'intérieur de l'emballage, l'efficacité et la durée de conservation des médicaments sont prolongées.
En termes d'hygiène et de sécurité, le papier aluminium répond à des normes strictes d'emballage pharmaceutique. Il est non toxique, inodore et n'interagit pas chimiquement avec les médicaments emballés. Cela garantit que les médicaments restent purs et non contaminés pendant le stockage et le transport. La surface lisse du papier aluminium empêche également l'adhérence de la poussière et des micro-organismes, améliorant encore la qualité hygiénique de l'emballage.
III.3. Inconvénients et considérations
Comparé à certains matériaux d'emballage en plastique, le coût de la feuille d'aluminium est relativement élevé. Le processus de production de la feuille d'aluminium, y compris l'extraction et le raffinage du minerai d'aluminium, ainsi que les procédures complexes de laminage et de traitement, contribuent à son coût plus élevé. Cela peut constituer un défi pour les fabricants de produits pharmaceutiques, en particulier lorsqu'il s'agit de produire à grande échelle des médicaments génériques à bas prix. Dans de tels cas, des matériaux d'emballage alternatifs à moindre coût peuvent être envisagés, même s'ils n'offrent pas nécessairement le même niveau de performance que la feuille d'aluminium.
La feuille d'aluminium présente un certain degré de fragilité, en particulier lorsque son épaisseur est très fine. Au cours du processus d'emballage, une mauvaise manipulation, comme une flexion ou un étirement excessif, peut provoquer la fissuration ou la rupture de la feuille d'aluminium. Cela nécessite une utilisation minutieuse et l'utilisation de machines d'emballage appropriées pour garantir l'intégrité de la feuille d'aluminium pendant la production de plaquettes thermoformées. De plus, les bords tranchants de la feuille d'aluminium après la découpe doivent être soigneusement traités pour éviter d'endommager potentiellement les médicaments ou l'emballage.
En ce qui concerne la recyclabilité, la feuille d'aluminium est recyclable, mais le processus de recyclage est plus complexe que celui de certains autres matériaux. Il nécessite des installations et des processus de recyclage spécialisés pour séparer et purifier la feuille d'aluminium des autres composants de l'emballage. Dans certaines régions, la disponibilité de telles installations de recyclage peut être limitée, ce qui pourrait affecter le respect global de l'environnement de l'utilisation de la feuille d'aluminium. Cependant, des efforts sont déployés pour améliorer l'efficacité du recyclage et les infrastructures afin de résoudre ce problème.
IV. Le procédé d'emballage sous blister utilisant un film PVC argenté
IV.1. Préparation du film PVC
L'approvisionnement en film PVC pour les emballages sous blister pharmaceutiques est une étape cruciale. Des fournisseurs réputés sont sélectionnés pour garantir que le matériau répond aux normes de qualité requises. À la réception, le film PVC est inspecté pour différents paramètres. Une inspection visuelle est effectuée pour vérifier la présence de rayures, de trous ou d'irrégularités sur la surface. Des mesures d'épaisseur sont prises à plusieurs points à l'aide d'instruments de précision pour garantir l'uniformité. Ceci est important car une épaisseur inégale peut entraîner une formation inégale de cloques et affecter la qualité globale de l'emballage.
Le film PVC est généralement stocké dans un environnement contrôlé pour éviter toute exposition excessive à la chaleur, à l'humidité et à la lumière du soleil, qui pourraient potentiellement dégrader ses propriétés. Avant utilisation, il peut être conditionné à des niveaux de température et d'humidité appropriés pour améliorer sa formabilité pendant le processus de formation des cloques.
Par exemple, dans une usine de conditionnement de produits pharmaceutiques, le film PVC est reçu en rouleaux et est d'abord examiné visuellement dans des conditions d'éclairage appropriées. Tous les défauts visibles sont marqués et les zones concernées sont soit coupées, soit le rouleau entier est rejeté si les défauts sont importants. L'épaisseur est mesurée à l'aide d'un micromètre à intervalles réguliers sur la largeur et la longueur du rouleau pour s'assurer qu'elle se situe dans la plage de tolérance spécifiée.
IV.2. Techniques de formation de cloques
Il existe plusieurs méthodes pour former des blisters à partir d'un film PVC, le thermoformage et le formage sous vide étant les plus couramment utilisés. Lors du thermoformage, le film PVC est chauffé à une température qui le rend malléable. Cette plage de température est soigneusement contrôlée, généralement entre 100 °C et 150 °C, selon la formulation spécifique du film PVC. Une fois chauffé, le film est ensuite moulé dans la forme de blister souhaitée à l'aide d'un moule mâle ou femelle. Une pression est appliquée pour garantir que le film s'adapte précisément à la cavité du moule.
Le formage sous vide, quant à lui, consiste à chauffer le film PVC puis à utiliser le vide pour aspirer le film ramolli dans le moule. Ce procédé est particulièrement utile pour créer des formes complexes. La pression du vide est généralement maintenue entre 0,8 et 1,2 bar.
Au cours de ces processus, des paramètres tels que la température, la pression et le temps doivent être contrôlés avec précision. Si la température est trop élevée, le film PVC peut surchauffer et perdre ses propriétés mécaniques, ce qui entraîne des cloques fragiles ou déformées. Si la pression est trop faible ou le temps insuffisant, le film peut ne pas se former correctement, ce qui entraîne des cloques incomplètes ou déformées.
Les machines modernes ont considérablement amélioré la précision et l'efficacité du formage de blisters avec film PVC. Il existe désormais des machines de thermoformage et de formage sous vide contrôlées par ordinateur, qui peuvent réguler avec précision les paramètres du processus. Ces machines sont également équipées de capteurs avancés et de systèmes de rétroaction pour surveiller et ajuster le processus en temps réel, garantissant une qualité constante et des taux de production élevés. Par exemple, une thermoformeuse de pointe peut produire des centaines de blisters par minute avec une variation minimale de taille et de forme.
IV.3. Étapes de scellement et de finition
Une fois les blisters formés, ils doivent être scellés pour enfermer les produits pharmaceutiques. Le thermoscellage est une méthode couramment utilisée. La température de thermoscellage est généralement réglée entre 120 °C et 180 °C, en fonction de l'épaisseur et de la composition du film PVC. Le temps et la pression de thermoscellage sont également ajustés pour assurer une bonne étanchéité. Une autre option consiste à utiliser des adhésifs, soigneusement sélectionnés pour être compatibles avec le film PVC et assurer une liaison solide et fiable.
Des contrôles de qualité sont effectués pour garantir l'intégrité des joints. Une inspection visuelle est effectuée pour vérifier les éventuels espaces ou points faibles des joints. Des tests d'étanchéité peuvent également être effectués, où les blisters scellés sont placés dans une chambre à vide ou immergés dans un liquide pour détecter toute fuite.
Les finitions consistent à couper l'excédent de film PVC autour des blisters pour donner un aspect propre et net. L'étiquetage est ensuite effectué, fournissant des informations essentielles telles que le nom du médicament, le dosage, la date d'expiration et le numéro de lot. Les étiquettes sont appliquées à l'aide d'étiqueteuses automatisées pour garantir l'exactitude et la cohérence.
Dans une ligne de conditionnement pharmaceutique, les blisters scellés passent par une série de postes de contrôle qualité. Au poste de découpe, des lames tranchantes sont utilisées pour couper avec précision l'excédent de film. Les blisters étiquetés sont ensuite emballés dans des cartons ou d'autres matériaux d'emballage secondaires, prêts à être distribués aux pharmacies et aux établissements de santé.
V. Le procédé d'emballage sous blister à l'aide de papier aluminium
V.1. Préparation de la feuille d'aluminium
Les feuilles d'aluminium utilisées dans les emballages pharmaceutiques sont généralement fabriquées par une série de processus de laminage. Les lingots d'aluminium de haute pureté sont d'abord chauffés, puis passés dans plusieurs jeux de rouleaux pour réduire progressivement l'épaisseur jusqu'au niveau requis. Le choix de l'alliage d'aluminium, tel que l'alliage 8011, est crucial car il confère la résistance et la formabilité nécessaires. La feuille est ensuite recuite pour améliorer sa ductilité et réduire les contraintes internes.
Un traitement de surface est souvent nécessaire pour améliorer les performances de la feuille d'aluminium. Un traitement courant consiste à la recouvrir d'une couche protectrice, telle qu'un polymère organique ou une laque. Ce revêtement a plusieurs fonctions. Il protège la feuille d'aluminium de l'oxydation, qui pourrait autrement conduire à la formation d'oxyde d'aluminium et compromettre les propriétés barrières de la feuille. Il améliore également l'adhérence des revêtements ou adhésifs ultérieurs, garantissant ainsi une liaison solide. Par exemple, une fine couche de revêtement acrylique peut être appliquée pour augmenter l'énergie de surface de la feuille, facilitant ainsi un meilleur mouillage et une meilleure adhérence des encres pendant le processus d'impression. De plus, le revêtement peut fournir une surface lisse et uniforme, améliorant l'apparence générale du produit imprimé et emballé.
V.2. Opérations de conditionnement sous blister
La première étape de l'incorporation de la feuille d'aluminium dans le système d'emballage sous blister est souvent l'impression. Cela peut être réalisé à l'aide de diverses techniques d'impression telles que l'héliogravure ou l'impression flexographique. Les informations imprimées comprennent des détails essentiels tels que le nom du médicament, le dosage, le numéro de lot et la date d'expiration. Des encres de haute qualité résistantes à l'abrasion et à la dégradation chimique sont utilisées pour garantir la lisibilité et la durabilité du texte et des graphiques imprimés.
Après l'impression, une couche protectrice ou un adhésif peut être appliqué sur la feuille d'aluminium. Si une couche protectrice est appliquée, elle protège davantage la feuille contre les rayures et autres dommages physiques pendant la manipulation et le stockage. Lorsqu'un adhésif est utilisé, il est soigneusement sélectionné pour assurer la compatibilité avec la feuille d'aluminium et la feuille ou le plateau en plastique avec lequel il sera combiné. La couche adhésive doit fournir une liaison solide et fiable pour maintenir l'intégrité de l'emballage blister.
La feuille d'aluminium est ensuite combinée à d'autres composants, généralement une feuille ou un plateau en plastique. La feuille de plastique, souvent en PVC ou en un matériau similaire, est thermoformée dans les cavités du blister qui contiendront les produits pharmaceutiques. La feuille d'aluminium est ensuite positionnée avec précision et thermoscellée ou laminée sur la feuille de plastique. Le processus de thermoscellage nécessite un contrôle précis de la température, de la pression et du temps pour assurer une étanchéité adéquate. L'emballage blister scellé fournit une enveloppe protectrice pour les médicaments, les protégeant des facteurs environnementaux tels que l'humidité, la lumière et l'air.
V.3. Contrôle de la qualité et inspection
Pour les emballages blisters à base de papier aluminium, plusieurs paramètres de qualité sont étroitement surveillés. L'intégrité de la couche de papier aluminium est de la plus haute importance. Cela comprend la vérification de la présence de trous d'épingle, qui pourraient permettre la pénétration d'air et d'humidité, ce qui pourrait compromettre la qualité du médicament. Des techniques d'inspection avancées telles que les détecteurs de trous d'épingle, qui utilisent des méthodes optiques ou électriques pour identifier même les plus petits trous d'épingle, sont utilisées. L'adhérence entre la feuille d'aluminium et d'autres couches, telles que la feuille de plastique ou les revêtements imprimés, est également testée pour garantir qu'il n'y a pas de délaminage ou de séparation pendant la durée de conservation du produit.
Une inspection visuelle est effectuée pour vérifier l'absence de défauts de surface, de rayures ou d'irrégularités sur la feuille d'aluminium. Les informations imprimées sont vérifiées pour leur exactitude, leur clarté et leur durabilité. De plus, les dimensions et la forme globales de l'emballage blister sont mesurées pour s'assurer qu'elles respectent les tolérances spécifiées. Ceci est crucial car des dimensions incorrectes pourraient affecter l'ajustement et la protection des médicaments à l'intérieur de l'emballage.
Les techniques d'inspection avancées telles que les systèmes de vision industrielle sont de plus en plus utilisées. Ces systèmes peuvent détecter rapidement et avec précision les défauts et les écarts par rapport aux normes de qualité requises. Ils peuvent analyser la surface de la feuille d'aluminium pour détecter d'éventuelles irrégularités, vérifier l'alignement et la qualité du texte et des graphiques imprimés, et même mesurer l'épaisseur et l'uniformité de la feuille et des autres couches. En garantissant la plus haute qualité des produits finis emballés, les fabricants de produits pharmaceutiques peuvent améliorer la sécurité des patients et l'efficacité des médicaments qu'ils produisent.
VI. Comparaison de leurs performances en matière de protection contre les médicaments
VI.1. Prolongation de la durée de conservation
En termes de maintien de la stabilité chimique et de la puissance des médicaments au fil du temps, la feuille d'aluminium surpasse généralement le film PVC argenté. Les excellentes propriétés de barrière de la feuille d'aluminium contre l'humidité, l'oxygène et d'autres gaz réduisent considérablement le taux de dégradation des médicaments. Par exemple, de nombreux médicaments solides administrés par voie orale, tels que certains antibiotiques et médicaments cardiovasculaires, sont sensibles à l'humidité et à l'oxydation. Lorsqu'ils sont emballés avec une feuille d'aluminium, la pénétration de ces facteurs nuisibles est sévèrement limitée, ce qui prolonge la durée de conservation du médicament. En revanche, le film PVC argenté, tout en offrant un certain degré de protection, permet un taux de perméation des gaz et de l'humidité relativement plus élevé. Sur une période prolongée, les médicaments emballés dans un film PVC argenté peuvent subir une baisse plus prononcée de leur puissance et de leur qualité par rapport à ceux emballés dans une feuille d'aluminium. Cependant, pour les médicaments ayant une durée de conservation relativement courte ou ceux qui sont moins sensibles aux facteurs environnementaux, la différence de prolongation de la durée de conservation entre les deux matériaux peut être moins importante.
VI.2. Protection contre les facteurs externes
La feuille d'aluminium protège efficacement les médicaments de la lumière, de l'humidité, de l'oxygène et d'autres facteurs environnementaux. Sa propriété de blocage de la lumière est presque totale, ce qui préserve les médicaments sensibles à la lumière de la dégradation. Dans un scénario réel, considérons un produit pharmaceutique contenant un ingrédient photosensible. Lorsqu'il est emballé dans une feuille d'aluminium, le médicament reste stable même en cas d'exposition prolongée à la lumière, tandis que s'il est emballé dans un film PVC argenté, qui présente un certain degré de transparence, le médicament peut être plus sensible à la dégradation induite par la lumière. En termes de protection contre l'humidité et l'oxygène, la faible perméabilité de la feuille d'aluminium garantit que le médicament est stocké dans un environnement relativement sec et pauvre en oxygène, évitant ainsi des problèmes tels que l'hydrolyse et l'oxydation. Le film PVC argenté, bien qu'il puisse offrir une certaine protection, n'est pas aussi efficace que le papier d'aluminium à cet égard. Dans des conditions de stockage humides ou riches en oxygène, les médicaments emballés dans un film PVC argenté peuvent présenter un risque plus élevé de détérioration de la qualité.
VI.3. Impact sur la qualité et l'efficacité des médicaments
L'utilisation de papier aluminium dans les emballages de médicaments a un impact positif sur la qualité et l'efficacité globales des médicaments lorsqu'ils sont consommés par les patients. Les excellentes propriétés barrières maintiennent l'intégrité chimique du médicament, garantissant ainsi l'obtention de l'effet thérapeutique souhaité. De plus, la surface lisse du papier aluminium réduit le risque d'adhérence et de perte du médicament pendant le processus d'emballage et de distribution. En revanche, les propriétés barrières relativement inférieures du film PVC argenté peuvent permettre un certain degré de dégradation du médicament, ce qui pourrait potentiellement affecter la vitesse de dissolution et la biodisponibilité du médicament. Si un médicament a été partiellement dégradé en raison d'une protection inadéquate par l'emballage, sa dissolution dans l'organisme peut être plus lente ou incomplète, ce qui entraîne une biodisponibilité réduite et compromet potentiellement le résultat du traitement. Par conséquent, pour les médicaments pour lesquels un dosage précis et une efficacité optimale sont essentiels, le papier aluminium est souvent le choix privilégié pour garantir la meilleure qualité et efficacité du médicament.
VII. Analyse des coûts dans le conditionnement des produits pharmaceutiques
VII.1. Coûts initiaux des matériaux
Les prix d'achat des films PVC argentés et des feuilles d'aluminium destinés aux applications d'emballage pharmaceutique peuvent varier considérablement. En général, le film PVC argenté est plus rentable en termes de coût initial du matériau. Le prix du marché du film PVC argenté varie généralement de Y $ par mètre carré, en fonction de facteurs tels que l'épaisseur, la qualité et le fournisseur. Par exemple, un film PVC argenté de qualité courante avec une épaisseur adaptée à la plupart des emballages sous blister pharmaceutiques peut coûter environ Z $ par mètre carré en gros.
En revanche, le papier aluminium est relativement plus cher. Le prix du papier aluminium à usage pharmaceutique peut varier de 1000 B par mètre carré. Le coût plus élevé du papier aluminium est attribué au processus de production plus complexe, comprenant l'extraction et le raffinage du minerai d'aluminium, ainsi qu'à la nécessité d'un laminage et d'un traitement précis pour obtenir l'épaisseur et la qualité requises.
La quantité de matériaux achetés peut avoir un impact considérable sur le coût unitaire. Les commandes plus importantes se traduisent souvent par des prix plus avantageux en raison des économies d'échelle. Les fabricants de produits pharmaceutiques qui commandent de gros volumes de films PVC argentés ou de feuilles d'aluminium peuvent être en mesure de négocier des prix unitaires plus bas avec les fournisseurs. Les qualités jouent également un rôle crucial. Les qualités supérieures des deux matériaux, qui offrent de meilleures propriétés de barrière, une meilleure durabilité et une meilleure imprimabilité, sont généralement proposées à un prix plus élevé. Par exemple, une société pharmaceutique nécessitant un film PVC argenté avec des performances de barrière améliorées contre l'humidité et l'oxygène peut devoir payer un prix légèrement plus élevé par rapport à une qualité standard.

Les accords avec les fournisseurs constituent un autre facteur important. Les contrats à long terme avec des fournisseurs fiables peuvent offrir des prix plus stables et des conditions potentiellement plus avantageuses, telles que des remises, des conditions de paiement favorables et une priorité d'approvisionnement en période de forte demande ou de pénurie de matériaux.
VII.2. Coûts de production et de transformation
Lors du processus d'emballage sous blister, les coûts associés au traitement du film PVC argenté et de la feuille d'aluminium diffèrent. Pour le film PVC argenté, la consommation d'énergie dans les processus de thermoformage ou de formage sous vide est relativement modérée. Les machines utilisées pour le traitement du film PVC sont généralement moins chères que celles utilisées pour la feuille d'aluminium. Cependant, le coût de la main-d'œuvre peut être un facteur important, en particulier si le processus de production nécessite une manipulation manuelle précise ou des ajustements fréquents pour garantir la qualité de la formation des blisters. L'usure des machines utilisées pour le traitement du film PVC est également à prendre en compte, car les moules et l'équipement de formage peuvent devoir être remplacés ou entretenus plus fréquemment, en fonction du volume de production et de la complexité des conceptions des blisters.
En revanche, le traitement des feuilles d'aluminium nécessite une consommation d'énergie plus élevée, notamment lors des processus de laminage et de recuit au cours de leur production. Les machines nécessaires à la manipulation des feuilles d'aluminium, telles que les équipements d'impression et de laminage de haute précision, sont plus coûteuses. Le coût de la main-d'œuvre pour le traitement des feuilles d'aluminium est également relativement élevé, en raison de la nécessité de faire appel à des opérateurs qualifiés pour gérer les étapes de production plus complexes et plus délicates. De plus, la fragilité des feuilles d'aluminium peut entraîner un taux de gaspillage de matériaux plus élevé si elles ne sont pas manipulées correctement, ce qui augmente encore le coût global de production.
La complexité du processus d'emballage de chaque matériau a un impact direct sur les coûts de production globaux. Par exemple, si un produit pharmaceutique nécessite un emballage sous blister personnalisé avec des formes complexes et plusieurs compartiments, le traitement du film PVC argenté et de la feuille d'aluminium sera plus difficile et plus coûteux. Cependant, la feuille d'aluminium peut présenter des difficultés supplémentaires en raison de sa fragilité et de la nécessité d'un contrôle plus précis lors des processus de laminage et de scellage. En revanche, des emballages sous blister plus simples avec des formes et des tailles standard peuvent être produits plus efficacement et à moindre coût pour les deux matériaux, bien que l'avantage de coût du film PVC argenté dans de tels cas puisse être plus prononcé.

VII.3. Considérations relatives aux coûts à long terme
Les coûts à long terme liés aux défauts d'emballage et aux rappels de médicaments sont des considérations importantes pour les sociétés pharmaceutiques. Si l'emballage ne parvient pas à protéger efficacement les médicaments, cela peut entraîner des rappels de produits, ce qui peut être extrêmement coûteux en termes de perte de revenus, d'atteinte à la réputation de l'entreprise et de responsabilités juridiques potentielles. Le film PVC argenté, avec ses propriétés de barrière relativement inférieures à celles de la feuille d'aluminium, peut présenter un risque plus élevé de défauts d'emballage pour les médicaments très sensibles à l'humidité, à l'oxygène ou à la lumière. Par exemple, si un médicament emballé dans un film PVC argenté se détériore en raison d'une pénétration excessive d'humidité au fil du temps, cela peut entraîner un rappel, entraînant des coûts tels que l'élimination des produits défectueux, le reconditionnement et l'indemnisation des clients.
Les exigences de stockage contribuent également au coût à long terme. La feuille d'aluminium, avec ses excellentes propriétés de barrière, peut fournir un environnement de stockage plus stable pour les médicaments, réduisant ainsi le besoin de conditions de stockage spécialisées telles que l'humidité et la température contrôlées. Cela peut entraîner une réduction des coûts énergétiques pour l'entretien des installations de stockage. En revanche, les médicaments emballés dans un film PVC argenté peuvent nécessiter des conditions de stockage plus strictes pour garantir leur qualité et leur efficacité, ce qui peut augmenter les coûts opérationnels à long terme.
Au fil du temps, la perte potentielle de qualité d'un médicament due à un emballage inadéquat peut avoir des conséquences économiques. Si l'efficacité d'un médicament est compromise en raison de la dégradation causée par le matériau d'emballage, cela peut conduire à un traitement inefficace pour les patients. Cela peut entraîner des coûts supplémentaires pour le système de santé, tels que des traitements répétés ou la nécessité de recourir à des médicaments alternatifs. Du point de vue de l'entreprise pharmaceutique, cela peut entraîner une perte de parts de marché et de confiance des clients.

En conclusion, même si le film PVC argenté peut offrir des coûts de matériaux et de traitement initiaux inférieurs pour certaines applications d'emballage pharmaceutique, les coûts à long terme associés aux rappels potentiels de produits, aux exigences de stockage et à la dégradation de la qualité des médicaments doivent être soigneusement évalués. La feuille d'aluminium, malgré son coût initial plus élevé, peut offrir une meilleure rentabilité à long terme, en particulier pour les médicaments sensibles aux facteurs environnementaux et pour lesquels le maintien d'une qualité et d'une efficacité optimales est crucial. Les fabricants de produits pharmaceutiques doivent procéder à une analyse coûts-avantages complète, prenant en compte les coûts à court et à long terme, pour déterminer le matériau d'emballage le plus adapté à chaque médicament.
VIII. Impact environnemental
VIII.1. Recyclabilité et élimination
Dans le contexte des déchets d'emballages pharmaceutiques, la recyclabilité des films PVC argentés et des feuilles d'aluminium présente différents défis et opportunités. Le film PVC argenté, en tant que matière plastique, est techniquement recyclable. Cependant, dans la pratique, son taux de recyclage est relativement faible. La principale raison est que pendant le processus de recyclage, le film PVC doit être séparé des autres composants de l'emballage, tels que les adhésifs et les couches imprimées, ce qui est un processus complexe et coûteux. De plus, la présence d'additifs dans le film PVC peut affecter sa qualité et sa facilité d'utilisation sous forme recyclée. Dans certaines régions, l'infrastructure de recyclage du PVC n'est pas bien développée, ce qui fait qu'une partie importante du film PVC argenté provenant des emballages pharmaceutiques finit dans des décharges ou est incinérée.

La feuille d'aluminium, en revanche, est hautement recyclable. Elle peut être fondue et réutilisée pour produire de nouveaux produits en aluminium. Cependant, comme pour le film PVC argenté, le recyclage de la feuille d'aluminium provenant des emballages pharmaceutiques nécessite une séparation appropriée des autres matériaux. La petite taille et la nature souvent laminée de la feuille d'aluminium dans les plaquettes pharmaceutiques rendent le processus de séparation plus difficile. Dans certains cas, l'adhésif utilisé pour coller la feuille d'aluminium aux autres couches peut contaminer l'aluminium recyclé, réduisant ainsi sa qualité. Malgré ces défis, le recyclage de la feuille d'aluminium est plus viable économiquement que celui du film PVC argenté, car la valeur de l'aluminium en tant que matière première est relativement élevée.

Il est essentiel de disposer de méthodes d’élimination appropriées pour chaque matériau afin de minimiser leur impact sur l’environnement. Pour le film PVC argenté, s’il ne peut pas être recyclé, l’incinération doit être effectuée dans des installations dotées de systèmes de contrôle de la pollution de l’air appropriés pour réduire l’émission de substances nocives telles que les dioxines et l’acide chlorhydrique. L’enfouissement est également une option, mais il doit être effectué dans une décharge contrôlée pour éviter la lixiviation d’additifs et d’autres contaminants dans le sol et les eaux souterraines.
Pour les feuilles d'aluminium, le recyclage est la méthode d'élimination privilégiée. De nombreux centres de recyclage et industries ont mis en place des processus pour manipuler et recycler les feuilles d'aluminium. Outre les méthodes de recyclage traditionnelles, certaines approches innovantes sont à l'étude, telles que le développement de nouvelles technologies de séparation pour améliorer l'efficacité et la pureté de l'aluminium recyclé.

VIII.2. Empreinte environnementale pendant la production
La fabrication de films PVC argentés et de feuilles d'aluminium a un impact environnemental important. La production de films PVC argentés implique la polymérisation de monomères de chlorure de vinyle, un processus à forte consommation d'énergie. L'extraction et la production de matières premières, telles que le chlore et l'éthylène, contribuent également à son empreinte environnementale. Au cours du processus de fabrication, des émissions de composés organiques volatils (COV), de gaz à effet de serre et d'autres polluants sont générées. L'utilisation d'additifs dans le film PVC peut également présenter des risques pour l'environnement s'il n'est pas correctement géré.
En termes de consommation de ressources, la production de film PVC argenté nécessite des quantités importantes d'eau et d'énergie. La production de feuilles d'aluminium a également un impact environnemental notable. L'extraction du minerai d'aluminium par le procédé Bayer et les étapes ultérieures de raffinage et de laminage consomment de grandes quantités d'énergie. Le processus d'électrolyse utilisé pour produire l'aluminium est particulièrement énergivore, contribuant à une part importante de l'empreinte carbone. De plus, l'extraction et le raffinage du minerai d'aluminium peuvent entraîner la production de déchets, tels que des boues rouges, qui nécessitent une élimination appropriée pour éviter toute contamination de l'environnement.
En comparant les empreintes environnementales des deux matériaux, la feuille d'aluminium a généralement une consommation d'énergie et une empreinte carbone plus élevées pendant la production en raison de la nature énergivore de l'extraction et du raffinage de l'aluminium. Cependant, le film PVC argenté a son propre ensemble de préoccupations environnementales liées à l'utilisation de chlore et à la libération potentielle de substances nocives. Pour réduire ces impacts, plusieurs mesures peuvent être prises. Pour le film PVC argenté, le développement et l'utilisation d'additifs et de procédés de production plus respectueux de l'environnement, tels que la réduction de la teneur en chlore et la mise en œuvre de technologies de production plus propres, peuvent contribuer à minimiser son empreinte environnementale. Pour la feuille d'aluminium, des efforts peuvent être faits pour améliorer l'efficacité énergétique du processus de production, comme l'adoption de technologies d'électrolyse avancées et l'utilisation d'aluminium recyclé comme matière première pour réduire le besoin de production d'aluminium primaire.

VIII.3. Alternatives durables et tendances futures
Ces dernières années, l'industrie pharmaceutique s'est de plus en plus intéressée au développement et à l'utilisation de matériaux d'emballage durables. Plusieurs matériaux émergents présentent le potentiel de remplacer ou d'être utilisés en combinaison avec les films PVC argentés et les feuilles d'aluminium. Parmi ces matériaux figurent les polymères biodégradables, tels que l'acide polylactique (PLA) et les polyhydroxyalcanoates (PHA). Ces matériaux présentent l'avantage d'être biodégradables, réduisant ainsi l'impact environnemental à long terme des déchets d'emballage. Cependant, ils présentent également des limites en termes de propriétés barrières et de coût, qui doivent être encore améliorées pour être largement applicables dans les emballages sous blister pharmaceutiques.
Une autre alternative consiste à utiliser des matériaux à base de papier avec des revêtements appropriés pour améliorer leurs propriétés barrières. Ces matériaux sont renouvelables et ont un impact environnemental moindre que les plastiques et les métaux. Cependant, leurs performances en matière de protection des médicaments contre l'humidité, l'oxygène et la lumière peuvent ne pas être aussi bonnes que celles du papier d'aluminium, et des recherches et développements supplémentaires sont nécessaires pour optimiser leurs propriétés.
Les tendances futures dans le secteur de l’emballage pharmaceutique devraient se concentrer sur des options plus respectueuses de l’environnement. Les entreprises pharmaceutiques sont de plus en plus conscientes de l’importance des emballages durables et prennent des mesures pour réduire leur empreinte environnementale. Cela comprend l’utilisation de matériaux d’emballage plus fins et plus efficaces pour réduire la consommation de matériaux, le développement de solutions d’emballage recyclables et biodégradables et la mise en œuvre de processus de production plus durables.

En outre, on observe une tendance croissante à l’utilisation de technologies d’emballage intelligentes qui peuvent fournir des informations en temps réel sur la qualité et l’intégrité des médicaments emballés. Ces technologies peuvent contribuer à réduire le gaspillage en garantissant que seuls des médicaments de haute qualité sont distribués et utilisés, et peuvent également améliorer la sécurité des patients en fournissant des alertes en cas de défaillance de l’emballage ou de dégradation du médicament.
Dans l’ensemble, l’avenir de l’emballage pharmaceutique verra probablement une combinaison de nouveaux matériaux, de processus de production améliorés et de technologies avancées pour répondre à la double exigence de protection des médicaments et de minimisation de l’impact environnemental.
IX. Exigences réglementaires et normes
IX.1. Normes internationales relatives au conditionnement des produits pharmaceutiques
Dans l'industrie pharmaceutique mondiale, plusieurs réglementations et normes internationales majeures régissent l'utilisation de matériaux d'emballage tels que les films PVC argentés et les feuilles d'aluminium. L'une des plus importantes est la norme de l'Organisation internationale de normalisation (ISO). Par exemple, la norme ISO 11607 spécifie les exigences relatives aux matériaux et systèmes d'emballage destinés à maintenir la stérilité des dispositifs médicaux et des produits pharmaceutiques. Elle définit les critères relatifs aux propriétés barrières des matériaux, à l'intégrité des joints et à la résistance aux facteurs environnementaux tels que la température et l'humidité.
La Pharmacopée américaine (USP) établit également des normes strictes pour les matériaux d’emballage pharmaceutiques. Elle comprend des tests sur les substances extractibles et les substances lixiviables des matériaux d’emballage afin de garantir qu’aucune substance nocive n’est transférée aux médicaments. Dans l’Union européenne, la Pharmacopée européenne a des réglementations similaires, axées sur la garantie de la sécurité et de la qualité des médicaments emballés. Ces normes sont conçues pour prévenir la contamination, maintenir la stabilité des médicaments et protéger les patients contre les dommages potentiels causés par les matériaux d’emballage.
Le respect de ces normes internationales est essentiel pour les sociétés pharmaceutiques qui exportent leurs produits ou opèrent dans plusieurs régions. Il garantit que les matériaux d'emballage utilisés, notamment les films PVC argentés et les feuilles d'aluminium, répondent aux critères de sécurité et de qualité requis, préservant ainsi l'intégrité des médicaments et la santé des consommateurs.

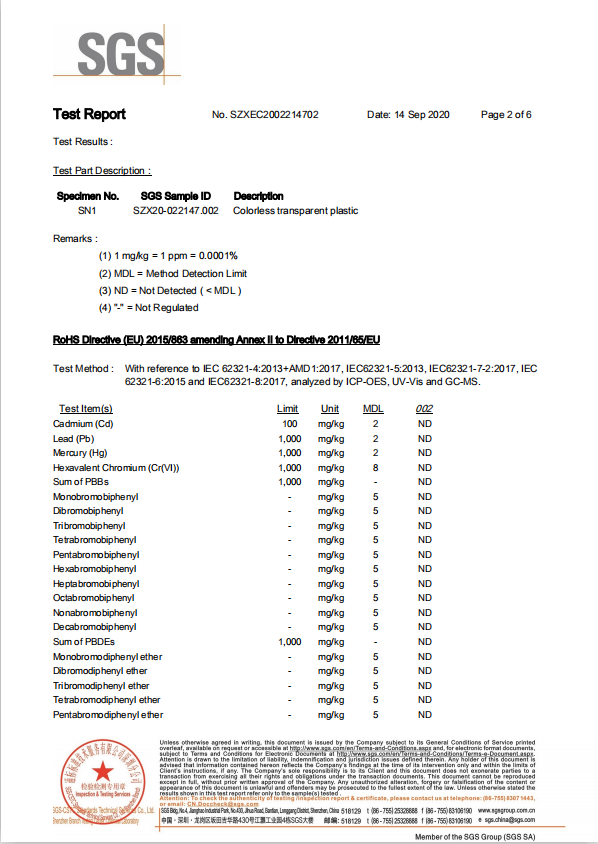
IX.2. Exigences spécifiques pour le PVC et les feuilles d'aluminium
En ce qui concerne le film PVC argenté, il existe des exigences et des restrictions spécifiques. En termes de composition chimique, la quantité de monomère de chlorure de vinyle résiduel (VCM) est strictement limitée. Par exemple, l'Union européenne a fixé une limite maximale de 1 ppm (partie par million) pour le VCM dans le PVC utilisé pour les emballages alimentaires et pharmaceutiques. En effet, le VCM est un cancérigène connu et même des traces peuvent présenter un risque pour la santé humaine. Les propriétés physiques telles que la résistance à la traction, l'allongement à la rupture et la résistance à la déchirure sont également spécifiées pour garantir que le film puisse résister aux rigueurs du processus d'emballage et protéger les médicaments pendant la manipulation et le stockage.
Pour les feuilles d'aluminium, la pureté de l'aluminium doit généralement être supérieure à 99 %. Les éléments d'alliage, s'ils sont présents, doivent être soigneusement contrôlés pour garantir qu'ils n'affectent pas les performances et la sécurité de la feuille. L'épaisseur de la feuille utilisée dans les emballages pharmaceutiques se situe généralement dans une plage spécifique, par exemple de 0,02 mm à 0,03 mm, pour fournir les propriétés de barrière nécessaires. De plus, la qualité de surface de la feuille d'aluminium est importante, avec des exigences de douceur et d'absence de rayures ou de trous d'épingle.
Les fabricants doivent se conformer à ces exigences spécifiques pour entrer sur le marché de l'emballage pharmaceutique. Cela implique des tests rigoureux et des mesures de contrôle de la qualité. Par exemple, ils doivent effectuer des tests à l'aide de techniques analytiques avancées telles que la chromatographie en phase gazeuse pour mesurer le VCM résiduel dans le film PVC. Pour les feuilles d'aluminium, ils doivent utiliser des instruments de précision tels que des jauges d'épaisseur et des détecteurs de trous d'épingle pour s'assurer que la feuille répond aux normes d'épaisseur et de qualité spécifiées.

IX.3. Assurance qualité et contrôle de la conformité
Les organismes de réglementation et les organisations industrielles ont mis en place des mécanismes d'assurance qualité et de contrôle de la conformité des matériaux d'emballage pharmaceutique. Aux États-Unis, la Food and Drug Administration (FDA) effectue des inspections et des audits des installations de fabrication pharmaceutique, y compris des opérations d'emballage. Elle examine la documentation des tests de contrôle qualité, l'approvisionnement en matériaux et les processus de fabrication pour garantir la conformité aux réglementations.
Les organisations industrielles jouent également un rôle dans la promotion de l'assurance qualité. Par exemple, l'International Society for Pharmaceutical Engineering (ISPE) fournit des lignes directrices et des bonnes pratiques pour l'emballage pharmaceutique. Elle organise des programmes de formation et des ateliers pour informer les fabricants des dernières normes et techniques permettant de garantir la qualité des matériaux d'emballage.
Pour garantir que les films PVC argentés et les feuilles d'aluminium utilisés dans les emballages répondent aux normes requises, les fabricants mettent en œuvre une série d'étapes de contrôle qualité. Cela comprend l'inspection des matériaux entrants, où des échantillons de chaque lot de films PVC et de feuilles d'aluminium sont testés pour divers paramètres tels que l'épaisseur, les propriétés de barrière et la composition chimique. Au cours du processus de production, des contrôles en cours de fabrication sont effectués pour surveiller les opérations de formation, de scellage et d'impression des blisters. L'inspection du produit fini consiste à tester l'intégrité des produits emballés finaux, l'exactitude de l'étiquette et la conformité aux exigences réglementaires.
En cas de non-conformité, des mesures réglementaires peuvent être prises. Il peut s'agir de rappels de produits, d'amendes et de restrictions sur les opérations du fabricant. Il est donc essentiel pour les sociétés pharmaceutiques et les fournisseurs de matériaux d'emballage de maintenir un contrôle qualité strict et de se conformer à la réglementation afin de garantir la sécurité et l'efficacité des médicaments qu'ils emballent.

X. Études de cas de produits pharmaceutiques utilisant ces matériaux
X.1. Exemples de produits emballés avec un film PVC argenté
Analgésiques en vente libre: De nombreux analgésiques courants, tels que les comprimés d'aspirine et de paracétamol, sont souvent emballés dans un film PVC argenté. La formabilité du film PVC permet de créer des blisters pouvant contenir proprement les comprimés. Le coût relativement faible du film PVC argenté est avantageux pour les médicaments en vente libre produits en masse, contribuant à maintenir le prix de détail abordable pour les consommateurs. En termes de performances, la résistance aux chocs du film PVC protège les comprimés pendant la manipulation et le transport. Par exemple, pendant le processus d'expédition, les comprimés sont moins susceptibles de se casser ou de s'écailler. Les commentaires des clients ont été généralement positifs concernant la facilité d'utilisation. La transparence du film permet aux utilisateurs d'identifier rapidement les comprimés à l'intérieur, et l'emballage sous blister est pratique pour le dosage, permettant aux utilisateurs de sortir facilement le nombre requis de comprimés.
2. Suppléments vitaminiques:Certains comprimés et gélules de vitamines sont également emballés avec un film PVC argenté. La flexibilité du film PVC est avantageuse pour s'adapter à différentes formes et tailles de compléments vitaminiques. La possibilité de thermoformer le film dans divers modèles de cavités de blister assure un ajustement parfait des produits. Du point de vue des performances, il offre un certain niveau de protection contre l'humidité et l'air, bien que moins efficace que le papier aluminium. Par exemple, dans un environnement de stockage domestique normal, le film PVC peut empêcher une pénétration excessive d'humidité pendant une période, préservant ainsi la qualité des vitamines. Les clients apprécient la visibilité claire des produits et la commodité de l'emballage sous blister, qui facilite l'organisation et le stockage des vitamines.

X.2. Exemples de produits emballés avec du papier d'aluminium
Antibiotiques: De nombreux antibiotiques, en particulier ceux qui sont sensibles à la lumière et à l'humidité, sont emballés dans du papier aluminium. Par exemple, certains antibiotiques céphalosporines nécessitent un niveau de protection élevé pour conserver leur efficacité. Les excellentes propriétés de blocage de la lumière et de barrière du papier aluminium empêchent la dégradation des antibiotiques causée par l'exposition à la lumière et la pénétration de l'humidité et de l'oxygène. L'utilisation du papier aluminium a considérablement amélioré la stabilité de ces médicaments pendant le stockage et le transport. Cependant, pendant le processus d'emballage, des précautions particulières doivent être prises en raison de la fragilité du papier aluminium. Les fabricants de produits pharmaceutiques doivent assurer une manipulation précise et utiliser des machines appropriées pour éviter que le papier ne se fissure ou ne se casse. Dans certains cas, les bords tranchants du papier aluminium après la découpe peuvent également poser problème, et des mesures doivent être prises pour éviter d'endommager potentiellement les médicaments ou l'emballage.
2. Médicaments hormonaux:Les médicaments hormonaux, comme les hormones thyroïdiennes et certaines hormones stéroïdes, sont souvent emballés dans du papier aluminium. Ces médicaments sont très sensibles aux facteurs environnementaux et le papier aluminium offre la protection nécessaire pour garantir leur efficacité. La surface lisse du papier aluminium permet également d'empêcher l'adhérence des médicaments, réduisant ainsi le risque de perte de médicament pendant le processus d'emballage et de distribution. Les exigences strictes de contrôle de la qualité de ces médicaments nécessitent l'utilisation de papier aluminium pour maintenir la plus haute qualité et la plus grande stabilité. Cependant, le coût plus élevé du papier aluminium par rapport à certains autres matériaux est un facteur que les sociétés pharmaceutiques doivent prendre en compte. Elles doivent équilibrer le coût avec l'importance de protéger l'intégrité et l'efficacité des médicaments hormonaux.

X.3. Analyse comparative des études de cas
Performances de l'emballage:Dans le cas des produits emballés avec un film PVC argenté, tels que les analgésiques en vente libre et les compléments vitaminiques, l'emballage offre un certain degré de protection contre les dommages physiques et une protection limitée contre les facteurs environnementaux. Cependant, par rapport au papier d'aluminium, les propriétés de barrière sont inférieures. Pour les médicaments emballés avec du papier d'aluminium, comme les antibiotiques et les médicaments hormonaux, les excellentes propriétés de blocage de la lumière, d'étanchéité à l'humidité et de barrière à l'oxygène garantissent un niveau de protection beaucoup plus élevé, réduisant considérablement le risque de dégradation du médicament. Cette différence de performance d'emballage est cruciale pour les médicaments présentant des sensibilités différentes aux facteurs environnementaux. Pour les médicaments très sensibles, l'utilisation de papier d'aluminium est essentielle pour maintenir leur qualité et leur efficacité.
2. Acceptation du marché:Les produits en vente libre emballés dans un film PVC argenté sont largement acceptés sur le marché en raison de leur rentabilité et de leur commodité. La transparence du film et la facilité d'utilisation contribuent à leur popularité auprès des consommateurs. Pour les produits emballés dans du papier d'aluminium, tels que certains médicaments sur ordonnance, l'acceptation du marché repose sur la réputation du médicament et l'importance de protéger son efficacité. Les prestataires de soins de santé et les patients sont plus susceptibles de faire confiance à la qualité et à la stabilité des médicaments emballés dans du papier d'aluminium, en particulier pour les médicaments dont toute dégradation pourrait avoir des conséquences importantes. Cependant, le coût plus élevé du papier d'aluminium peut limiter son utilisation dans certaines applications sensibles aux coûts.
3. Leçons apprises:D'après ces études de cas, il est évident que le choix du matériau d'emballage doit être basé sur une étude minutieuse des caractéristiques du médicament, de sa sensibilité aux facteurs environnementaux et de l'analyse globale des coûts et des avantages. Pour les médicaments moins sensibles et dont le coût est un facteur majeur, le film PVC argenté peut être une option viable, à condition que des mesures appropriées soient prises pour atténuer ses limites. Pour les médicaments qui nécessitent un niveau de protection élevé, la feuille d'aluminium est le choix privilégié, malgré son coût plus élevé. De plus, l'amélioration continue du processus d'emballage et du contrôle de la qualité est essentielle pour les deux matériaux afin de garantir l'intégrité et la sécurité des médicaments emballés. Les sociétés pharmaceutiques doivent également se tenir au courant des dernières avancées en matière de matériaux et de technologies d'emballage afin d'optimiser leurs stratégies d'emballage et de répondre aux besoins évolutifs du marché et aux exigences réglementaires.

XI. Conclusion
En conclusion, le film PVC argenté et la feuille d'aluminium jouent tous deux un rôle important dans l'emballage sous blister pharmaceutique, chacun ayant son propre ensemble de caractéristiques, d'avantages et de limites. Le film PVC argenté offre une bonne formabilité, une bonne résistance aux chocs et une bonne rentabilité, ce qui le rend adapté à une large gamme de produits pharmaceutiques, en particulier ceux qui sont moins sensibles aux facteurs environnementaux et pour lesquels le coût est une considération majeure. Cependant, sa libération potentielle de substances nocives dans certaines conditions et ses propriétés de barrière relativement médiocres par rapport à la feuille d'aluminium doivent être soigneusement évaluées.
D'autre part, la feuille d'aluminium offre d'excellentes propriétés de blocage de la lumière, de barrière contre l'humidité et l'oxygène, ainsi que des normes d'hygiène et de sécurité élevées. C'est le choix privilégié pour les médicaments très sensibles à la lumière, à l'humidité et à l'oxydation, garantissant la stabilité et l'efficacité à long terme des médicaments. Néanmoins, son coût plus élevé et certaines difficultés de manipulation dues à sa fragilité doivent être pris en compte.
Pour le développement futur des matériaux d'emballage pharmaceutique, la tendance est de plus en plus à des options plus durables et respectueuses de l'environnement. Les efforts de recherche et développement se concentrent sur l'amélioration de la recyclabilité et la réduction de l'empreinte environnementale des matériaux d'emballage. Dans le même temps, la recherche de meilleures propriétés de barrière, de rentabilité et de compatibilité avec les médicaments se poursuivra. Les sociétés pharmaceutiques doivent procéder à des évaluations complètes, en tenant compte de facteurs tels que les caractéristiques des médicaments, les exigences réglementaires, l'analyse coûts-avantages et l'impact environnemental, afin de sélectionner le matériau d'emballage le plus approprié pour chaque médicament spécifique. Cela garantira la qualité, la sécurité et l'efficacité des produits pharmaceutiques tout en répondant aux exigences du développement durable dans l'industrie.